
Pourquoi rebobiner un rotor qui fonctionne encore ? À première vue, cette démarche peut sembler être une perte de temps et de ressources. Mais en y regardant de plus près, on constate qu’elle peut s’avérer tout à fait judicieuse dans certaines conditions. Vous découvrirez pourquoi ci-dessous :
Les exploitants d'installations de production procèdent généralement à des analyses de risques afin d'évaluer les conséquences d'une défaillance de certains composants. Outre les coûts de réparation proprement dits, ce sont surtout les coûts liés à l'arrêt de la production et au remplacement imprévu du composant qui jouent un rôle déterminant.
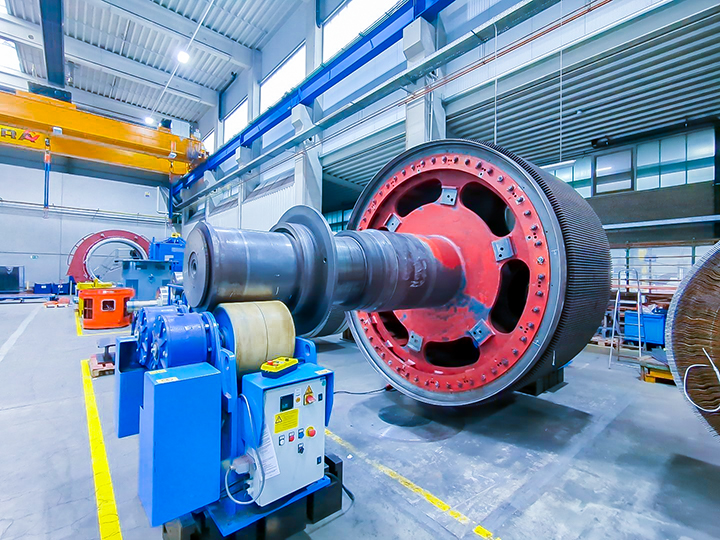
En prenant pour exemple le rebobinage d'un induit à courant continu en état de marche, mais vieillissant, d'un laminoir, nous décrivons les étapes du projet qui nous semblent nécessaires. L'objectif d'un tel projet est de remettre ces machines éprouvées en parfait état après de longues années de service et de les préparer pour une nouvelle phase d'exploitation. Malgré leur âge, les entraînements de laminoirs à courant continu sont toujours en service – d'où l'importance de disposer de composants de rechange fiables.
Appel d'offres et sélection des partenaires
Une fois l'analyse des risques effectuée, on procède à l'établissement du budget et à la rédaction d'un cahier des charges technique. Sur la base de ce cahier des charges, la recherche de prestataires compétents pour le projet peut alors commencer. Une fois ceux-ci identifiés, on passe à l'appel d'offres, puis à la sélection d'un partenaire approprié. Outre la qualité et une technologie éprouvée, on tient également compte des éventuelles adaptations de conception ainsi que de l'utilisation de matériaux modernes. Cependant, « nouveau » ne signifie pas automatiquement « meilleur », en particulier lorsque la technologie d'origine a fait ses preuves pendant de nombreuses années. Parallèlement, les exigences de production futures doivent être prises en compte dans l'évaluation. La rénovation recèle un potentiel d'amélioration des performances et de l'efficacité. L'utilisation de matériaux de haute qualité ainsi que des adaptations au niveau de la conception et du design permettent de dégager des réserves supplémentaires de température et de puissance. La documentation technique disponible étant souvent incomplète, une grande expérience ainsi qu'une expertise technique approfondie dans ce domaine constituent un critère essentiel lors de la sélection d'un prestataire approprié.
Analyse des risques et lancement du projet
La première étape consiste à évaluer la situation en matière de pièces de rechange et le scénario de panne : si l'analyse des risques, compte tenu de l'état de la machine, du risque de panne et de l'état des pièces de rechange, conclut qu'il est économiquement nécessaire d'améliorer la sécurité de fonctionnement, un réenroulement préventif peut se justifier.
Transport et inventaire
Une fois le projet attribué, le transport – en l'occurrence un transport spécial – est organisé. Il convient alors de tenir compte à la fois des liaisons de transport et des risques potentiels liés au transport. Il est donc préférable de faire appel à un prestataire expérimenté disposant d'un réseau fiable.
Vérification des données
La documentation relative aux travaux antérieurs n'est pas toujours complète. Il est donc nécessaire de comparer les données techniques de l'état actuel avec l'état théorique prévu. Une fois le rotor livré à l'atelier du réparateur, les documents disponibles sont comparés à l'état réel de la machine. L'objectif : détecter les écarts à un stade précoce et exclure toute erreur dans le calcul et la conception. Une fois la machine assemblée, des mesures peuvent être effectuées, qui serviront de référence pour le contrôle final après la remise en état.

Démontage du bobinage
Le bobinage existant est démonté avec précaution afin de comparer les documents disponibles avec les données effectivement constatées.
Parallèlement, les caractéristiques mécaniques du rotor sont vérifiées afin de s'assurer que les modifications prévues au niveau de la conception peuvent être mises en œuvre. Des bobines prototypes sont démontées et les rainures, en particulier, ainsi que toutes les dimensions pertinentes sont mesurées avec précision.
Démontage du commutateur
L'étape suivante consiste à démonter le commutateur et, si un reconditionnement est prévu, à le préparer pour l'expédition. Peu de fournisseurs disposent des capacités techniques nécessaires pour fabriquer de nouveaux commutateurs de cette taille. Le remplacement du commutateur nécessite donc souvent de faire appel à des partenaires spécialisés. De nombreux prestataires s'appuient pour cela sur des réseaux – par exemple via des associations telles que l'EASA ou la ZVEH – afin de pouvoir proposer des projets complexes en tant que prestataire unique. Un réseau performant de la part du réparateur constitue donc un critère important dans le choix d'un prestataire approprié.

Préparation au redéveloppement
Une fois le bobinage démonté, l'induit est nettoyé en profondeur. Cela peut se faire, par exemple, à l'aide de glace carbonique, puis d'une finition manuelle. Cette opération requiert un soin particulier, car les résidus de l'ancienne isolation peuvent causer des dommages lors du rebobinage.
Le nettoyage permet en outre d'identifier des dommages jusqu'alors cachés, qui peuvent avoir été causés par des décennies de sollicitation. Il s'agit notamment de la fatigue mécanique ou de la formation de fissures, dont la réparation sera prise en compte au cours de la suite du projet.
Contrôle du paquet de tôles
Dans le cadre du réenroulement, il peut être judicieux de soumettre également le paquet de tôles à un contrôle approfondi. Les tirants peuvent être remplacés et le paquet peut être retendu. Après une analyse appropriée des matériaux, il convient d'utiliser des matériaux modernes et plus performants. La stabilité mécanique du paquet de tôles revêt une grande importance en raison des contraintes dynamiques élevées subies en service. Les mouvements à l'intérieur du paquet peuvent entraîner des problèmes et, dans les cas extrêmes, nécessiter le remplacement de l'ensemble du paquet de tôles.

Réalisation du bobinage
Sur la base des données enregistrées et des documents fournis, les différents enroulements du rotor sont fabriqués et préparés pour le montage. Cela comprend l'enroulement d'induit ainsi que l'enroulement de compensation. Notre recommandation (dans la mesure du possible) : pour l'enroulement du rotor, utiliser des branches de bobine recouvertes de Kapton avec du fil isolé au Kapton. Celles-ci offrent un très bon comportement en service, tant sur le plan mécanique qu'en termes de résistance à la température. Cette technologie constitue une solution appropriée pour obtenir une longue durée de vie, en particulier pour les grands rotors où une imprégnation complète n'est pas possible. L'enroulement de compensation doit, dans la mesure du possible – en fonction de sa position sur l'induit –, être moulé. Les grands entraînements de laminoirs sont souvent exposés à des conditions environnementales difficiles, telles que de fortes variations de température, des contraintes mécaniques élevées, l'humidité et la saleté. Dans ce contexte, les enroulements ouverts offrent de nombreux points d'ancrage pour des dépôts conducteurs qui peuvent avoir un impact négatif sur la valeur d'isolation.
Montage du commutateur

Une fois le commutateur neuf ou réparé livré, celui-ci est monté et les enroulements sont raccordés en conséquence. Lors de la conception des connexions entre l'enroulement et le commutateur, il convient de tenir compte non seulement du dimensionnement correct, mais aussi de la forme et de la facilité d'entretien. Pour les rotors de grande taille, nous recommandons l'utilisation de languettes divisées avec des éléments de connexion adaptés, afin de faciliter la séparation ultérieure de l'enroulement et du commutateur.
Pansements et trempage
L'étape suivante consiste à appliquer des bandages de renfort et à imprégner le rotor. Il convient d'utiliser pour cela un système d'isolation moderne et adapté. Pour l'imprégnation, nous utilisons une résine époxy universelle qui se distingue par un large éventail d'applications et qui a déjà fait ses preuves dans des applications similaires. Les bandages auxiliaires appliqués pour l'imprégnation doivent être conçus de manière à offrir une stabilité suffisante tout en permettant une imprégnation complète du bobinage par la résine.
Avant chaque étape de fabrication irréversible – en particulier avant l'imprégnation et le durcissement – des contrôles intermédiaires appropriés doivent être effectués. Une fois ces contrôles réussis, l'imprégnation et le durcissement qui s'ensuit ont lieu. Après la première phase de durcissement, le rotor est préparé pour le montage final des bandages de tête d'enroulement ; les bandages de service sont ensuite mis en place et le rotor est à nouveau durci. Dans certains cas, il peut être techniquement judicieux de remplacer les bandages magnétiques en fil d'acier existants par de nouveaux. Le remplacement d'un bandage magnétique par un bandage non magnétique peut avoir une influence négative sur le comportement de commutation et compromettre la sécurité de fonctionnement.
Finition du commutateur
Plusieurs facteurs sont déterminants pour garantir un comportement de commutation irréprochable. Parmi ceux-ci figurent notamment la concentricité du collecteur, l'état de surface ainsi que l'usinage des lamelles. Il est essentiel que les balais reposent de manière uniforme, que les arêtes soient correctement usinées, que la profondeur des fentes en mica soit adéquate et que la rugosité de surface soit appropriée. Nous suivons les recommandations des fabricants de collecteurs et de charbons.
Tests de fin de fabrication et équilibrage du rotor
Les essais finaux sont réalisés en étroite collaboration avec l'exploitant. Pour les rotors de grande taille, ceux-ci se limitent souvent à des essais statiques. L'évaluation s'appuie notamment sur les mesures de référence enregistrées au préalable. Le comportement en service définitif ne se révèle qu'une fois le rotor monté, après une certaine période de fonctionnement. Enfin, le rotor est équilibré de manière dynamique ou, à bas régime, de manière statique. Selon le type de machine, l'équilibrage en service peut s'avérer complexe, c'est pourquoi cette étape doit être soigneusement préparée.
Conservation et retour
Avec le retour du rotor et sa mise en service ultérieure, le projet s'achève, dans l'idéal, dans les délais prévus. Si un montage immédiat n'est pas possible, un entreposage temporaire avec les mesures de conservation appropriées peut s'avérer nécessaire. Des châssis de transport adaptés ainsi que des mesures de protection sont indispensables pour éviter tout dommage pendant le transport, la manutention et le stockage. Grâce à un rotor entièrement révisé, l'exploitant se dote d'un stock de pièces de rechange qui garantit la sécurité nécessaire à la production pour les années à venir.
Vous avez des questions ou besoin d'aide pour un projet précis ?
N'hésitez pas à nous contacter, nous sommes là pour vous.