
Why would a functioning rotor be rewound? At first glance, this procedure seems like an unnecessary waste of time and resources. Upon closer inspection, however, it becomes clear that under certain conditions, it makes perfect sense. Here’s why:
Operators of production facilities typically conduct risk analyses to assess the impact of a failure in individual components. In addition to the actual repair costs, the costs associated with lost production and the unplanned replacement of the component play a particularly crucial role.
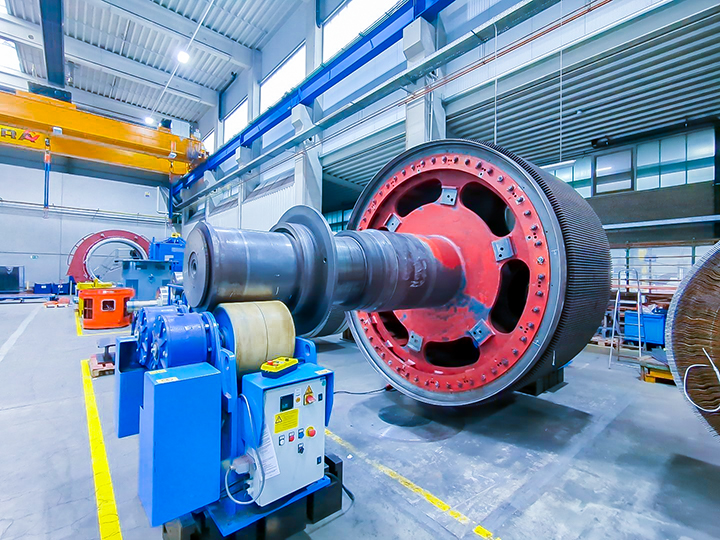
Using the example of rewinding a functioning but aging DC armature from a rolling mill, we describe the project steps we believe are necessary. The goal of such a project is to restore these proven machines to optimal condition after many years of operation and prepare them for another phase of service. Despite their age, DC rolling drives are still in use—making the availability of reliable replacement components all the more important.
Call for Proposals and Partner Selection
Following the risk analysis, the next steps involve budgeting and drafting a technical request for proposals. Based on these technical specifications, the search for qualified contractors for the project begins. Once suitable candidates are identified, the bidding process takes place, culminating in the selection of a suitable partner. In addition to quality and proven technology, potential design modifications and the use of modern materials are also taken into account. However, new does not automatically mean better—especially when the original technology has proven itself over many years. At the same time, future production requirements should be factored into the evaluation. Renovation offers potential for improvements in performance and efficiency. By using high-quality materials and making adjustments to the layout and design, additional temperature and performance reserves can be tapped. Since the available technical documentation is often incomplete, a wealth of experience and sound technical expertise in this technology are essential criteria when selecting a suitable provider.
Risk Analysis and Project Launch
The first step is to assess the spare parts situation and the failure scenario: If the risk analysis—based on the condition of the operating machine, the risk of failure, and the condition of the spare parts—indicates that improving operational safety is economically necessary, a preventive overhaul may be justified.
Transport and Inventory
Once the project has been awarded, transportation—in this case, special transportation—will be arranged. In doing so, both transportation links and potential transportation risks must be taken into account. An experienced provider with a reliable network is advantageous in this regard.
Verification of data
Documentation of previous work is not always complete. Therefore, the technical data of the current condition must be compared with the planned target condition. Once the rotor has been delivered to the repair shop, the available documentation is compared with the machine’s actual condition. The goal: to identify discrepancies early on and rule out errors in calculations and design. Measurements can be taken while the machine is assembled; these serve as a reference for the final inspection after the refurbishment.

Removal of the winding
The existing winding is carefully dismantled in order to compare the existing documentation with the actual data found.
At the same time, the rotor’s mechanical specifications are reviewed to ensure that planned design modifications can be implemented. Sample coils are removed, and the slots in particular, as well as all relevant dimensions, are precisely measured.
Removal of the commutator
The next step involves removing the commutator and—if it is to be rewired—preparing it for shipment. Few suppliers have the technical capabilities to manufacture new commutators of this size. Replacing the commutator therefore often requires collaboration with specialized partners. Many providers rely on networks—for example, through associations such as the EASA or the ZVEH—to be able to offer even complex projects from a single source. A repairer’s robust network is thus an important criterion when selecting a suitable provider.

Preparations for a new development
After the winding is removed, the armature is thoroughly cleaned. This can be done, for example, using dry ice followed by manual finishing. Particular care is required during this process, as residues of old insulation can cause damage during the rewinding process.
Cleaning also allows for the identification of previously hidden damage that may have resulted from decades of wear and tear. This includes, among other things, mechanical fatigue or cracks, the repair of which will be addressed as the project progresses.
Inspection of the laminated core
As part of the rewinding process, it may be advisable to also subject the laminated core to a detailed inspection. Tension bolts can be replaced and the core can be retensioned. Following an appropriate material analysis, modern, higher-performance materials should be used. The mechanical stability of the laminated core is of great importance due to the high dynamic stresses encountered during operation. Movement within the core can lead to problems and, in extreme cases, may require replacement of the entire laminated core.

Making the winding
Based on the recorded data and the documentation provided, the various rotor windings are manufactured and prepared for installation. These include the armature winding and the balancing winding. Our recommendation (if possible): For the rotor winding, use back-wound coil legs with Kapton-insulated wire. These offer excellent operational performance both mechanically and in terms of temperature resistance. Especially for large rotors where complete impregnation is not possible, this technology provides a suitable solution for achieving a long service life. The balancing winding should be potted whenever possible—depending on its position on the armature. Large rolling mill drives are often exposed to demanding environmental conditions such as extreme temperature fluctuations, high mechanical stress, moisture, and contamination. In this context, open windings provide numerous points of entry for conductive deposits, which can negatively affect the insulation value.
Installation of the commutator

Once the new or repaired commutator has been delivered, it is installed and the windings are connected accordingly. When designing the connections between the windings and the commutator, it is important to consider not only the correct sizing but also the design and ease of maintenance. For large rotors, we recommend using split tabs with appropriate connecting elements to facilitate the subsequent separation of the windings and the commutator.
Bandaging and Soaking
In the next step, support bandages are applied and the rotor is impregnated. A modern, optimized insulation system should be used for this process. For the impregnation, we use a universal epoxy resin that is characterized by a wide range of applications and has already proven itself in similar projects. The auxiliary bandages applied for impregnation must be designed to provide sufficient stability while allowing complete penetration of the winding with resin.
Appropriate interim inspections must be conducted before every irreversible manufacturing step—especially before impregnation and curing. Once these inspections are successfully completed, impregnation and subsequent curing take place. After the first curing phase, the rotor is prepared for the final assembly of the winding head windings, the operating windings are applied, and the rotor is cured again. In certain cases, it may be technically advisable to replace existing magnetic steel wire windings with new ones. Replacing a magnetic winding with a non-magnetic one can negatively affect commutation behavior and compromise operational safety
Final machining of the commutator
Several factors are critical for ensuring proper commutation. These include, in particular, the collector’s concentricity, surface finish, and the machining of the commutator segments. The brushes must make uniform contact, the edges must be properly finished, the depth of the mica slots must be correct, and the surface roughness must be appropriate. We follow the recommendations of the manufacturers of collectors and carbon brushes.
Final testing and balancing of the rotor
The final tests are conducted in close coordination with the operator. For large rotors, these are often limited to static tests. The evaluation is based, among other things, on the reference measurements taken earlier. The final operational behavior only becomes apparent once the rotor is installed and has been in operation for a certain period of time. Finally, the rotor is dynamically balanced or—at low speeds—statically balanced. Depending on the machine’s design, balancing during operation can be complex, which is why this step must be carefully prepared.
Preservation and Return Transport
With the return transport of the rotor and the subsequent commissioning, the project will ideally be completed on schedule. If immediate installation is not possible, temporary storage with appropriate preservation measures may be necessary. Suitable transport racks and protective measures are required to prevent damage during transport, handling, and storage. With a comprehensively overhauled rotor, the operator ensures a spare parts situation that guarantees the necessary reliability for production in the coming years.
Do you have questions or need assistance with a specific project?
Please contact us— we’re here to help.